
L’impianto prototipale da 100L realizzato (industrializzabile a 150L) permette la neutralizzazione dei prodotti liquidi di scarto dei laboratori di analisi e la verifica dell’avvenuto trattamento prima del definitivo scarico in fognatura. È installabile presso la sede dei laboratori stessi. L'impianto di trattamento ha queste caratteristiche: - riduzione di almeno il 50% del livello COD (Chemical Oxygen Demand) dei reflui trattati - abbattimento entro i valori tabellari degli inquinanti chimici bioresistenti contenuti nei reflui - presenza di un software di controllo adattabile a varie condizioni di funzionamento - dimensioni contenute, tali da garantirne l’installazione on-site nelle strutture dei laboratori - costi limitati, tali da renderlo commercializzabile anche nei paesi in via di sviluppo - azzeramento del rischio infettivo/biologico dei rifiuti liquidi potenzialmente in grado di infettare il personale addetto alle attività lavorative.
 Decontaminazione e ossidazine di reflui di laboratori analisi
Decontaminazione e ossidazine di reflui di laboratori analisi
Nell’ambito del progetto TRUeLAB oltre alla determinazione dei parametri chimico fisici e microbiologici, il laboratorio ha eseguito le valutazioni dei rischi specifici in merito all’esposizione ad agenti patogeni presenti nel reflue in ingresso e in uscita e all’esposizione degli agenti chimici pericolosi, ed ha svolto funzione di coordinamento e di evoluzione di processo, completando il lavoro con la validazione del protocollo di trattamento dei reflui sulla base degli indicatori di ECOefficienza ed ECOinnovazione, attraverso l’approccio dell’analisi del Ciclo di Vita (LCA). Nel dettaglio ha svolto le seguenti attività: - Raccolta dati su flussi e caratterizzazione chimico-fisica dei reflui provenienti da laboratori Terzi Settore Sanitario - Analisi e controllo dei reflui (solidi e liquidi) in entrata nel processo di trattamento mediante tecnica Fenton - Definizione del tipo di miscela di ingresso - Definizione del processo complessivo di neutralizzazione e performances del trattamento sulla base degli standard fissati , sia in fase di ricerca che durante la fase sperimentale di attività dell’impianto - Valutazione sicurezza e rischio chimico - Valutazione sicurezza e rischio biologico - Validazione del protocollo di trattamento, indicatori di ECOefficienza.
L’impianto utilizza una forte reazione di ossidazione mediata dai radicali idrossilici prodotti dal processo di ossidazione avanzata (reazione Fenton), finemente ottimizzato per la matrice di interesse, che garantisce il trattamento dei reflui da laboratorio a salvaguardia dell’ambiente. Il prototipo è dotato di un modulo di produzione di ozono che viene miscelato con il refluo. Il modulo di generazione di ozono può essere utilizzabile sia sul refluo da trattare che su quello chiarificato, con riduzione di tensioattivi e tamponi.
L’impianto di trattamento può essere utilizzato dai laboratori di analisi cliniche pubblici o privati e da qualunque realtà produttiva o di servizio che debba provvedere allo smaltimento di reflui di laboratorio clinico, attraverso l’installazione dell’impianto sul sito stesso.
 Innovativo impianto di trattamento di neutralizzazione dei prodotti liquidi di scarto dei laboratori di analisi, installabile presso la sede dei laboratori stessi.
Innovativo impianto di trattamento di neutralizzazione dei prodotti liquidi di scarto dei laboratori di analisi, installabile presso la sede dei laboratori stessi.
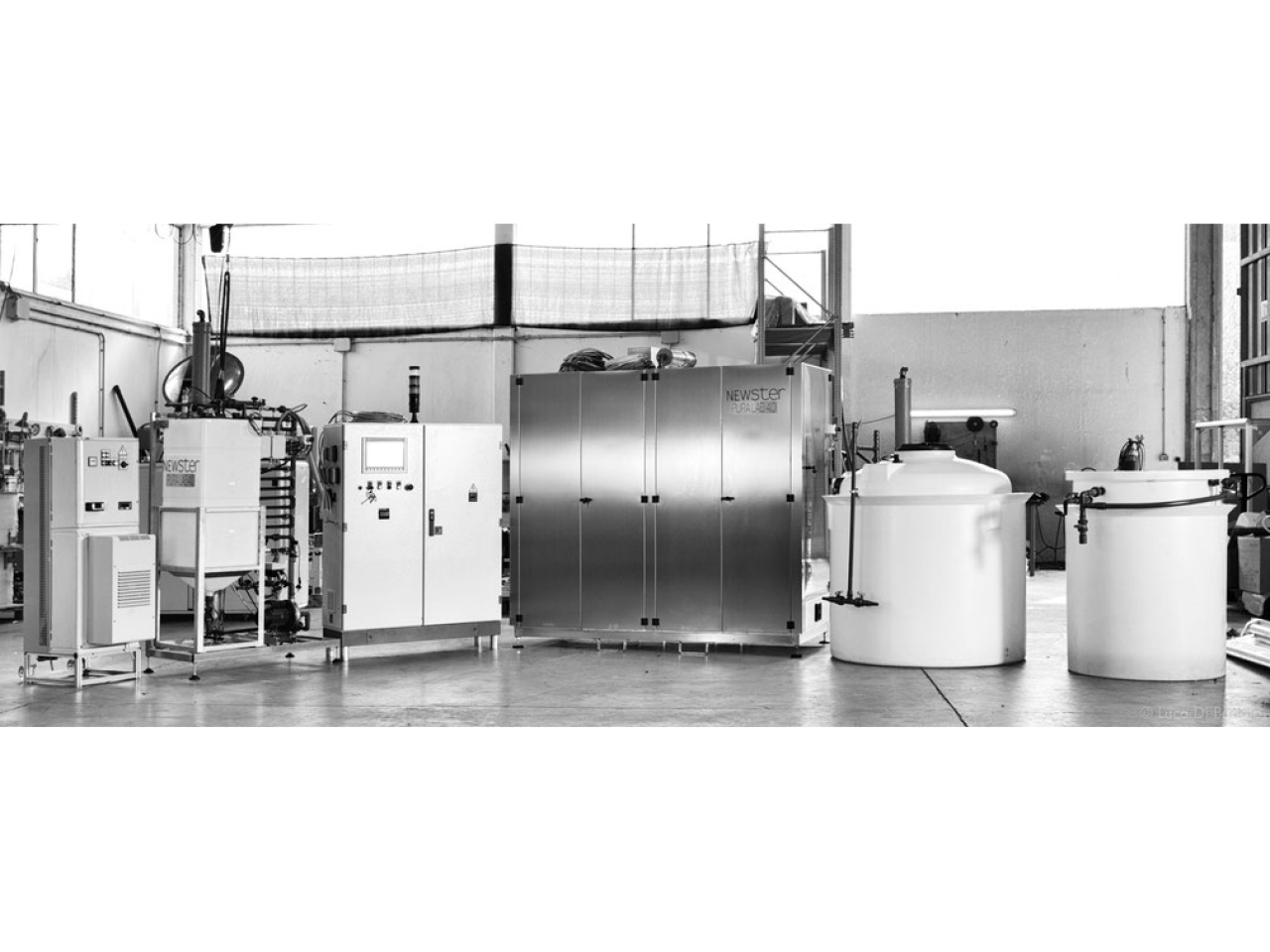
Prototipo per il trattamento e la neutralizzazione dei rifiuti liquidi di laboratorio medico
L’impianto prototipale realizzato è una macchina compatta dedicata al trattamento e alla neutralizzazione dei rifiuti liquidi di laboratorio medico, in modo da consentirne lo scarico nelle fogne pubbliche. Il prototipo utilizza una forte reazione di ossidazione mediata dai radicali idrossilici prodotti dal processo Fenton, un processo ben noto di ossidazione avanzata. I reflui subiscono un processo Fenton finemente ottimizzato: in una prima fase essi vengono riscaldati ad una opportuna temperatura, poi subiscono una reazione di ossidazione che permette la distruzione dei comuni inquinanti, soprattutto quelli organici. Il liquido viene poi neutralizzato e le particelle solide precipitano e vengono separate dalla fase liquida da un sistema di filtri meccanici. Alla fine del ciclo, il liquido chiarificato viene raffreddato in una vasca di raccolta e quindi scaricato nella rete fognaria comunale in conformità con i limiti di legge. Il ciclo è controllato da un PLC SIEMENS che permette all'operatore di monitorare ogni fase del ciclo tramite lo schema sinottico animato. Il funzionamento automatizzato dell'impianto è garantito dal controllo di molteplici parametri di reazione (pH, redox, temperatura, livelli nelle vasche, ecc.). Il prototipo ha una portata di 100 litri/ciclo. Ogni ciclo dura circa 150 minuti, quindi la produttività media è di 40 litri/ora.
Newster System s.r.l.
Il prodotto ha ottenuto il brevetto in USA, Russia ed è in attesa di quello in Europa. Si trova nella gamma prodotto di Newster System, disponibile per il mercato. I benefici del progetto sulla filiera produttiva emiliano-romagnola, riguardano sia lo sviluppo di metodologie per la sanificazione e la decontaminazione delle acque, sia la riduzione dei costi delle strutture sanitarie
 TrueLab è un impianto brevettato specifico per il trattamento di rifiuti di fluidi da laboratorio medicali per rimuovere i pericoli biologici e chimici dall'acqua scaricata
TrueLab è un impianto brevettato specifico per il trattamento di rifiuti di fluidi da laboratorio medicali per rimuovere i pericoli biologici e chimici dall'acqua scaricata