
L’utilizzo di Robot Industriali per l’esecuzione di lavorazioni meccaniche è limitato da problemi legati alla loro precisione. Spesso, dunque, non risulta conveniente ridurre l’impiego delle tradizionali macchine CNC nemmeno laddove l’elevata flessibilità dei sistemi robotizzati porterebbe vantaggi competitivi. Il laboratorio LaPIS propone un approccio integrato per la progettazione di sistemi robotizzati riconfigurabili e ad elevata flessibilità che integrano soluzioni tecnologiche innovative, in grado di aumentare la precisione dimensionale e geometrica delle lavorazioni meccaniche. Si sono realizzati sistemi caratterizzati da un significativo miglioramento delle prestazioni rispetto allo stato dell’arte su componenti automobilistici e aeronautici di forma complessa, sia attraverso la generazione preliminare di opportune traiettorie di lavoro (modalità offline) sia attraverso la correzione in tempo reale degli errori dinamici (modalità online).
 Cella robotizzata per l’esecuzione di lavorazioni meccaniche di precisione (Cortesia: SIR SpA)
Cella robotizzata per l’esecuzione di lavorazioni meccaniche di precisione (Cortesia: SIR SpA)
Cella robotizzata riconfigurabile ad elevata flessibilità per l’esecuzione di lavorazioni meccaniche di precisione su pinze freno automobilistiche: - Robot ABB IRB 6640 IRC5 (payload 185kg, sbraccio 2800mm) - Pinza SCHUNK con cambio rapido - Unità di lavoro fissa con elettromandrino HSD -939A (potenza nominale 7.5kW, velocità di rotazione massima 24000rpm), dotato di cambio utensile automatico. - Magazzino di deposito pinza e unità di lavoro mobili - Sistema di visione, utilizzabile in parte mobile a bordo robot per il riconoscimento e la localizzazione dei pezzi su pallet, e in parte fissa per la calibrazione e il controllo dimensionale online dei pezzi - Sistema di tasteggio, utilizzabile in parte mobile a bordo robot per la calibrazione degli elementi della cella e degli utensili di lavorazione, e in parte fissa per l’allineamento dei pezzi - Sistema di cambio presa per la definizione della posizione relativa pinza/pezzo - Aspirazione fumi - Cabina insonorizzata di sicurezza
L’architettura dei sistemi prevede l’integrazione di diverse tecnologie abilitanti, a partire da robot industriali standard: - Ambiente innovativo di programmazione e simulazione 3D per la creazione di percorsi di lavorazione robot - Modello matematico parametrico del comportamento statico e dinamico in condizioni di lavoro del robot, - Sistema di tracking ottico - Sistema di compensazione ad elevata dinamica
Sgrossatura, finitura e sbavatura di componenti di forma complessa nei settori: aerospaziale, automobilistico, macchine movimento terra, motociclistico, trattori e macchine agricole, sanitari ceramici, casa e esterni.
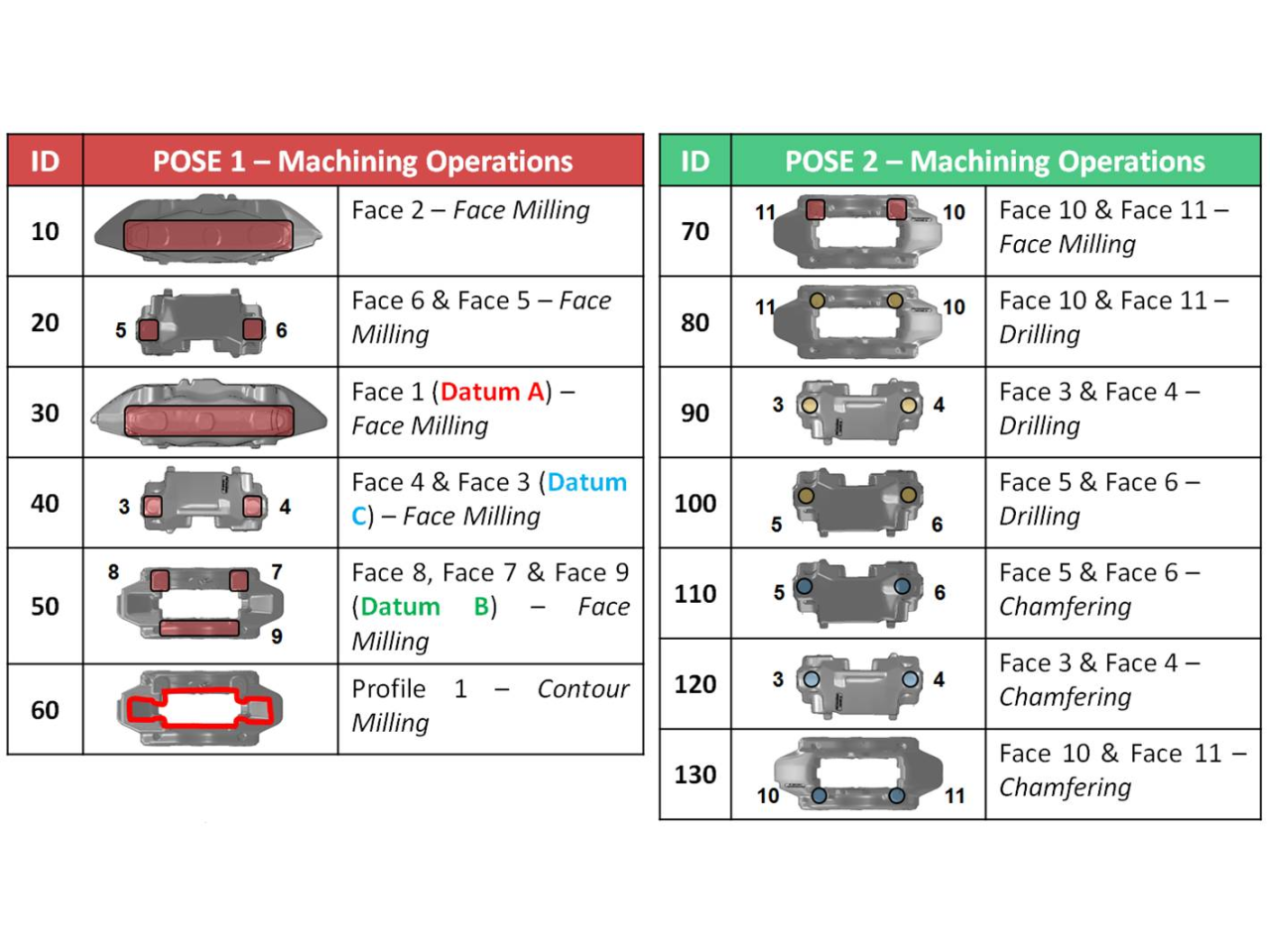 Lavorazioni meccaniche previste sulle pinze freno
Lavorazioni meccaniche previste sulle pinze freno
Finitura robotizzata e sbavatura di pinze freno automobilistiche con guida robot e controllo dimensionale integrati mediante visione artificiale
Il componente lavorato è una pinza freno di dimensioni di 290mm x 155mm x 80mm, prodotto in lega di alluminio AlSi7Mg0.5. La massa è di circa 2.7Kg. Dal punto di vista della precisione i requisiti dimensionali e geometrici sono i seguenti: - ISO 2768 - f per le tolleranze dimensionali - ISO 2768 - H per le tolleranze geometriche La pinza freno è ottenuta da lavorazioni successive a partire da un semilavorato in alluminio pressofuso. Il ciclo di lavorazione di riferimento prevede 15 differenti lavorazioni fondamentali, quali foratura, fresatura, spianatura e smussatura, disposte sui diversi lati del componente. L’esecuzione del ciclo di lavorazione è preceduta da una campagna sperimentale volta alla identificazione dei parametri di taglio ottimali.e. Nelle operazioni di finitura la velocità del mandrino è stata incrementata a 9000rpm. Le operazioni di foratura sono state eseguite con un avanzamento di 5mm/s e a 6000rpm. Infine, nelle operazioni di smussatura le velocità sono state incrementate: 16000rpm per il mandrino e 15mm/s per quanto riguarda l’avanzamento. In generale sono stati rispettati i requisiti dimensionali e geometrici stabiliti, ottenendo un evidentemente miglioramento della precisione rispetto all’impiego di robot standard.
SIR SpA (Modena) http://www.sir-mo.it
Il laboratorio si propone di collaborare con imprese interessate a studiare e sviluppare soluzioni e sistemi robotizzati riconfigurabili e ad elevata flessibilità finalizzati a migliorare la precisione dimensionale e geometrica dei propri processi industriali.
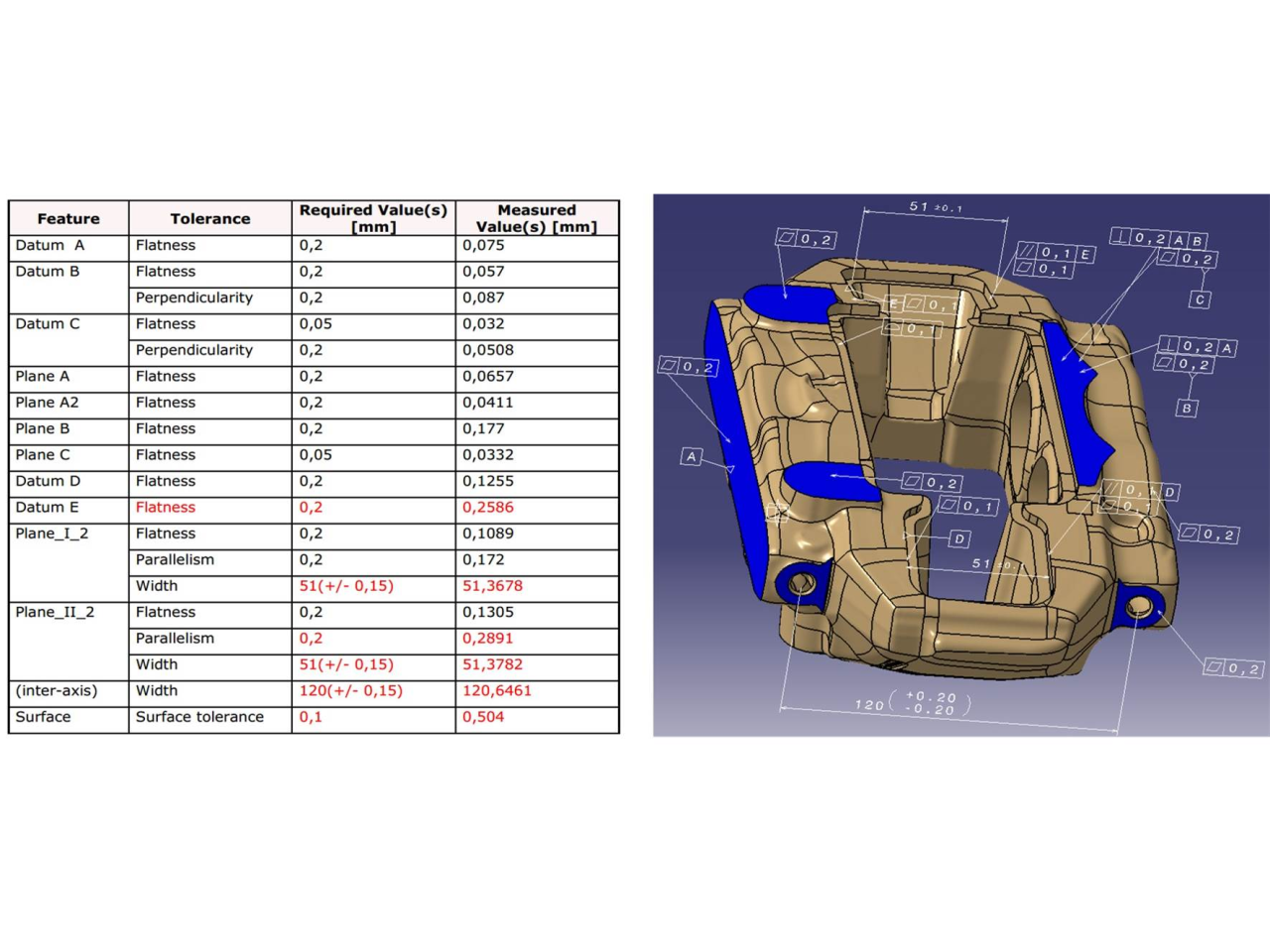 Risultati: dettaglio delle conformità dimensionali e geometriche per le pinze freno
Risultati: dettaglio delle conformità dimensionali e geometriche per le pinze freno